
Product specifications and technical parameters
Main accessory equipment
Optional additional accessories
We are a forward-thinking company specializing in eco-friendly, sustainable solutions for modern agriculture. Our flagship product, the livestock manure treatment system, integrates advanced technologies like solid-liquid separation, high-temperature fermentation, and anaerobic digestion to efficiently convert waste into valuable resources. By transforming manure into organic fertilizers and biogas, our systems not only minimize environmental impact but also enhance farm productivity. With real-time IoT-based controls, we optimize energy usage, reduce labor costs, and ensure compliance with environmental regulations. We are dedicated to promoting closed-loop agricultural cycles, improving farm profitability, and supporting a cleaner, more sustainable future for agriculture.
Product Features
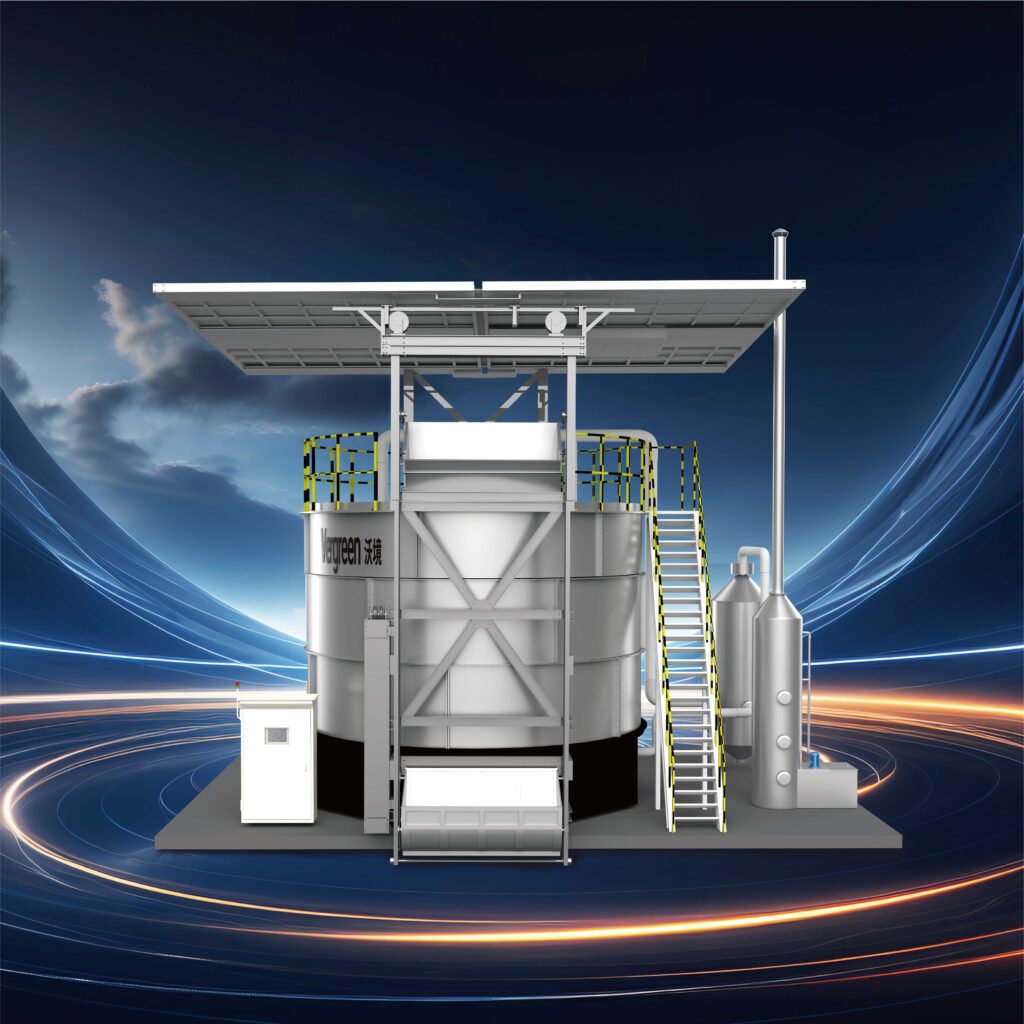
Our integrated livestock and poultry manure treatment system is a purpose-built solution for large-scale commercial farms and intensive chicken farms, engineered to solve manure accumulation, environmental pollution and inefficient waste recycling challenges with reliable, cost-effective performance. Built for high-capacity, 24-hour continuous operation, it delivers a 70%-80% manure volume reduction via solid-liquid separation, dehydration and aerobic fermentation, with an anti-clog design tailored for high-moisture chicken manure to avoid downtime and backlogs. The fully enclosed structure eliminates odors, dust and secondary pollution, paired with biological deodorization and closed-loop wastewater recycling to meet strict global environmental standards, with zero harmful chemical additives used in processing. Featuring a PLC intelligent touchscreen control system, it enables fully automatic operation, real-time parameter monitoring, remote management and automatic fault alerts, cutting labor costs and technical barriers for farm staff. All manure-contacting key components use food-grade 304 stainless steel and anti-corrosion coated steel, resisting organic acid and ammonia corrosion for exceptional durability and long service life. This system turns livestock waste into high-quality organic fertilizer, supporting sustainable farming and helping farms pass environmental inspections smoothly.
Model Specifications
Our tailored manure treatment models are designed exclusively for large-scale commercial farms and intensive chicken farms, with customizable configurations to match daily breeding waste output. Standard processing capacity ranges from 5 tons to 50 tons of manure per day, supporting 24-hour continuous automated operation with a processing efficiency rate of over 95%. Core unit dimensions are modular for flexible farm installation, with low power consumption (380V three-phase power supply) to cut operational energy costs. All manure-contact parts use food-grade 304 stainless steel for corrosion resistance against ammonia and organic acids, ensuring a 10+ year service life. Equipped with PLC intelligent control panels, solid-liquid separation screens (0.5mm precision), and closed-loop deodorization systems, all models meet EU and international agricultural environmental standards. Moisture content of final treated organic fertilizer is adjustable to 20%-30%, ideal for direct farm reuse or resale. Compact layout minimizes land occupancy, perfect for large chicken farms and intensive livestock operations with limited space.
Contact Us
We are excited about the prospect of partnering with you.